Plaque d'aluminium miroir 1050
Plaque d'aluminium miroir 1050
Une plaque d'aluminium miroir 1050 est souvent décrite en termes simples et brillants : « haute réflectivité », « surface propre », « facile à former ». Mais une façon plus utile de le comprendre est de le traiter comme un matériau discipliné qui se comporte presque comme une « toile ». La toile n’est pas seulement réfléchissante ; c'est honnête. Il montre chaque décision prise lors du laminage, du recuit, du polissage et de la manipulation. Si vous souhaitez une surface de miroir qui reste convaincante après pliage, découpe ou montage, le 1050 est moins une question de glamour que de fidélité au processus.
Pourquoi 1050 est choisi lorsque la réflexion compte
L’aluminium 1050 appartient à la famille des aluminiums commercialement purs. En pratique, cette pureté est la raison pour laquelle il peut devenir un miroir convaincant. L'aluminium de haute pureté développe un film d'oxyde très uniforme et répond bien à la finition de surface, ce qui permet d'atteindre plus facilement une faible rugosité et une clarté élevée. De nombreuses qualités fortement alliées peuvent être polies, mais elles révèlent souvent une « ombre de grain », une peau d'orange ou un microcontraste après le formage, car les éléments d'alliage et les précipités affectent la façon dont la surface se déforme et diffuse la lumière.
Pour les clients, l'effet miroir est généralement requis pour les réflecteurs d'éclairage, les panneaux décoratifs, la signalisation, les garnitures intérieures, les appareils électroménagers, les réflecteurs solaires et les accents architecturaux de type optique. Dans ces applications, la réflexion n’est pas seulement esthétique ; c'est fonctionnel. Un réflecteur de lampe qui perd sa réflectance spéculaire devient un générateur de chaleur. Un panneau de miroir décoratif qui capte une brume après le pliage semble « bon marché » même lorsque l'alliage ne l'est pas.
Le miroir n'est pas seulement un polissage : c'est de l'humeur, de la planéité et de la discipline.
Les performances des plaques d'aluminium miroir sont un triangle composé de la finition de surface, de l'état de trempe et de la planéité du substrat. Vous pouvez polir un substrat médiocre pour obtenir un joli échantillon, mais vous ne pouvez pas polir une feuille complète pour obtenir une qualité de production constante si le métal de base présente des ondulations, des contraintes résiduelles ou des grains grossiers.
Le 1050 est généralement fourni en état O (entièrement recuit) pour un formage en profondeur, et en état H (trempé sous contrainte) pour une meilleure rigidité et résistance à la manipulation. Pour les produits miroir, vous verrez souvent des conditions de type H14 ou H24 selon la pratique du fournisseur, car elles offrent un équilibre entre la formabilité et la « discipline des panneaux ». Plus la feuille est rigide, moins elle risque de transmettre des distorsions de manipulation dans l'image miroir. Dans le même temps, si votre pièce nécessite un formage à rayon serré, la trempe O peut être un choix plus sûr, mais elle nécessite plus de soin pour éviter le ramassage de la surface et l'ondulation pendant le traitement.
Les normes de mise en œuvre typiques utilisées sur le marché des tôles d'aluminium comprennent la norme ASTM B209 pour les tôles et plaques en aluminium et en alliage d'aluminium, et la norme EN 485 pour les tolérances dimensionnelles et mécaniques européennes. Les exigences de qualité miroir s'ajoutent souvent à ces normes en tant que spécifications spécifiques au fournisseur : objectifs de réflectivité, limites de rugosité, exigences d'épaisseur de film en cas d'anodisation et règles d'emballage pour protéger la finition.
Composition chimique : que signifie réellement « 1050 »
L'identité du 1050 est principalement définie par sa teneur en aluminium et par des limites strictes en matière d'impuretés. Ces limites d'impuretés sont importantes car elles influencent le comportement à la corrosion, la réponse de finition et la « propreté » du miroir.
Vous trouverez ci-dessous une plage de composition communément référencée pour l'AA 1050 (les valeurs peuvent varier légèrement selon les normes ou les pratiques de l'usine) :
| Alliage | Tout (min) | Si (maximum) | Fe (maximum) | Avec (maximum) | Mn (maximum) | mg (maximum) | Zn (maximum) | Ti (maximum) | Autres (chacun max) | Autres (total max) |
|---|---|---|---|---|---|---|---|---|---|---|
| AA1050 | 99,5% | 0,25% | 0,40% | 0,05% | 0,05% | 0,05% | 0,05% | 0,03% | 0,03% | 0,10% |
Ce que ce tableau implique en langage clair, c'est que 1050 n'est pas conçu pour être fort ; il est conçu pour être propre, conducteur, résistant à la corrosion et respectueux des finitions.
Comportement mécanique et ressenti des clients lors de la fabrication
La plaque d'aluminium miroir 1050 est facile à couper, cisailler, poinçonner et plier, mais elle réagit comme un métal mou. En trempe O, il peut très bien se former, mais il se raye plus facilement et peut présenter des marques de manipulation. Dans les états écrouis, il conserve mieux sa forme et résiste aux bosses mineures, mais vous devez respecter le rayon de courbure minimum et la propreté de l'outil.
Dans les applications de miroirs, l’intégrité de la surface devient la véritable propriété mécanique. Une feuille de miroir qui semble impeccable à la livraison peut être gâchée par un tampon en feutre sale, une presse plieuse usée ou des feuilles empilées qui glissent les unes contre les autres. Les clients découvrent souvent que leur plus grande « source de défauts » n'est pas le broyeur, mais la mécanique des contacts en aval.
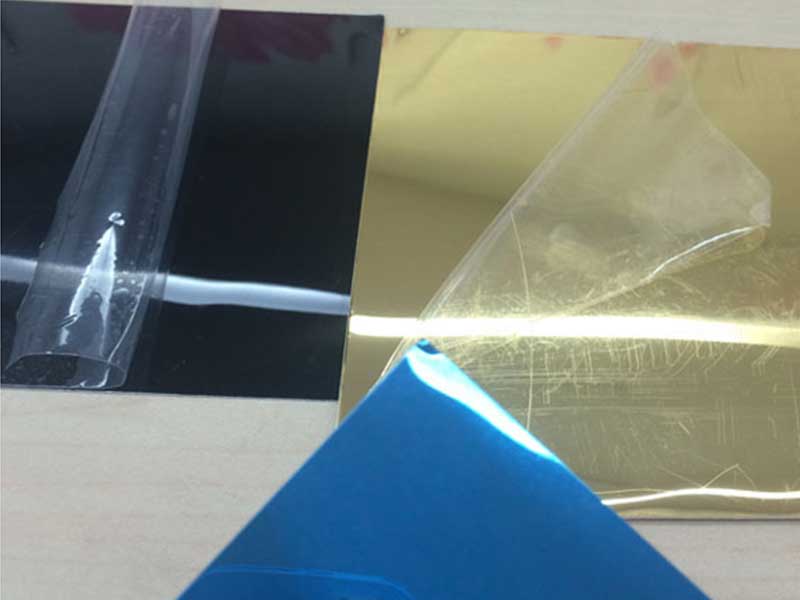
Itinéraires de finition miroir : la surface a une histoire
Une finition miroir peut être produite par polissage mécanique, avivage chimique, polissage électrochimique ou une combinaison, parfois suivi d'une anodisation. Chaque parcours laisse une signature différente.
Le polissage mécanique peut obtenir une brillance élevée mais peut introduire des lignes directionnelles qui deviennent visibles sous un éclairage ponctuel. L'avivage chimique ou électrochimique a tendance à produire une réflectance plus uniforme et des motifs moins directionnels, mais il exige un contrôle strict du processus et peut être sensible à la pureté de l'alliage et à l'historique de laminage antérieur.
L'anodisation est fréquemment ajoutée pour améliorer la résistance à l'abrasion et stabiliser la réflectivité. Cependant, l'anodisation modifie légèrement le comportement optique ; il peut modifier le ton et réduire la réflectance spéculaire en fonction de l'épaisseur et des conditions d'étanchéité. Pour un usage décoratif en intérieur, le miroir anodisé brillant 1050 peut être un excellent compromis : il protège la surface des traces de doigts et de l'abrasion légère tout en conservant un aspect haut de gamme.
paramètres que les clients doivent spécifier au lieu de simplement dire « miroir »
L’expression « aluminium miroir » ne concerne pas un seul produit. Si vous souhaitez un approvisionnement fiable, spécifiez les paramètres qui décrivent comment le miroir doit se comporter dans votre environnement d'utilisation réel.
L'épaisseur et la tolérance sont importantes car les réflecteurs et les panneaux décoratifs révèlent des ondulations. Les tolérances de feuille standard peuvent être acceptables pour le revêtement général, mais les assemblages réfléchissants haut de gamme nécessitent souvent un contrôle plus strict de la planéité.
Les objectifs de rugosité de surface, souvent exprimés en Ra, fournissent une mesure pratique de la cohérence de la finition. Les cibles de réflectivité, parfois mesurées sur une plage de longueurs d'onde définie ou en tant que réflectance totale/spéculaire, se connectent directement aux applications d'éclairage et solaires.
Le type de film protecteur compte plus que ce à quoi de nombreux acheteurs s’attendent. Un film à faible adhérence protège pendant la découpe laser mais peut se soulever pendant le transport ; un film à haute adhérence protège mieux mais peut laisser des résidus d'adhésif s'il est stocké trop longtemps ou exposé à la chaleur. Définissez si le film doit être compatible laser, s'il doit être résistant aux UV et la durée maximale de stockage avant retrait.
Les règles de bord et d'emballage ne sont pas triviales. Les feuilles de miroir doivent être entrelacées ou protégées par un film, expédiées sur des palettes propres et conservées à l'écart de la condensation d'humidité. Les taches d'eau et les empreintes laissées par les matériaux d'emballage peuvent dégrader l'apparence de manière permanente.
Corrosion et environnement de service : les limites honnêtes
Le 1050 présente une bonne résistance naturelle à la corrosion grâce à son film d’oxyde, notamment dans les environnements intérieurs. Dans les atmosphères côtières ou industrielles, la résistance à la corrosion reste correcte, mais la qualité du miroir peut se dégrader si la surface est contaminée ou si de l'humidité chargée de chlorure est emprisonnée sous les films ou dans les crevasses. Si l'application est exposée à l'extérieur, considérez le miroir anodisé comme base pratique et concevez le montage pour éviter les pièges à eau et le contact galvanique avec des métaux plus nobles.
Parce que le 1050 est mou, l’abrasion est un plus grand ennemi que la rouille. Le nettoyage doit être doux : chiffons non abrasifs, nettoyants neutres et rinçage soigneux. La finition miroir est moins un « revêtement dur » qu’une vérité polie.