1050 mirror aluminum plate
1050 Mirror Aluminum Plate
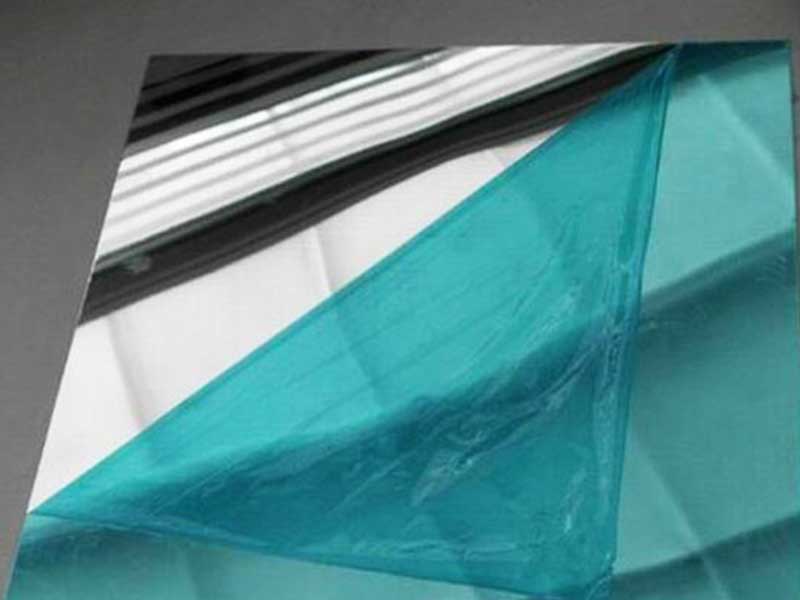
A 1050 mirror aluminum plate is often described in simple, shiny terms: "high reflectivity," "clean surface," "easy to form." But a more useful way to understand it is to treat it like a disciplined material that behaves almost like a "canvas." The canvas is not just reflective; it is honest. It shows every decision made during rolling, annealing, polishing, and handling. If you want a mirror surface that stays convincing after bending, cutting, or mounting, 1050 is less about glamour and more about process fidelity.
Why 1050 is chosen when reflection matters
1050 aluminum belongs to the commercially pure aluminum family. In practice, that purity is the reason it can become a convincing mirror. High-purity aluminum develops a very uniform oxide film and responds well to surface finishing, making it easier to reach low roughness and high clarity. Many higher-alloyed grades can be polished, but they often reveal "grain shadow," orange peel, or micro-contrast after forming because alloying elements and precipitates affect how the surface deforms and scatters light.
For customers, the mirror effect is typically required for lighting reflectors, decorative panels, signage, interior trim, household appliances, solar reflectors, and optical-like architectural accents. In these applications, the reflection is not merely aesthetic; it's functional. A lamp reflector that loses specular reflectance becomes a heat generator. A decorative mirror panel that picks up a haze after bending looks "cheap" even when the alloy is not.
The mirror is not just polishing: it is temper, flatness, and discipline
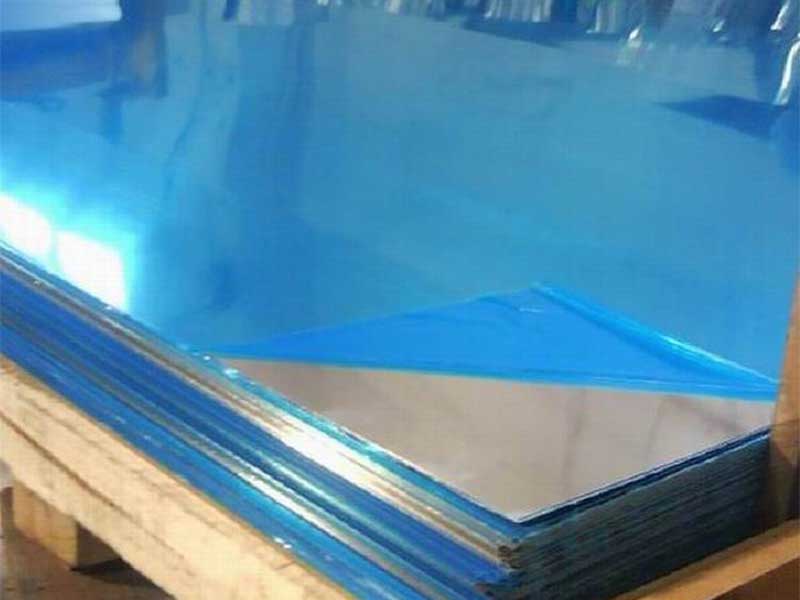
Mirror aluminum plate performance is a triangle of surface finish, temper condition, and substrate flatness. You can polish a poor substrate into a pretty sample, but you cannot polish a full sheet into consistent production quality if the base metal has waviness, residual stress, or coarse grain.
1050 is commonly supplied in O temper (fully annealed) for deep forming, and in H temper (strain-hardened) for better rigidity and handling resistance. For mirror products, you will often see H14 or H24-type conditions depending on the supplier's practice, because they provide a balance between formability and "panel discipline." The stiffer the sheet, the less likely it is to telegraph handling distortions into the mirror image. At the same time, if your part requires tight-radius forming, O temper may be a safer choice, but it demands more care to prevent surface pickup and waviness during processing.
Typical implementation standards used across the aluminum sheet market include ASTM B209 for aluminum and aluminum-alloy sheet and plate, and EN 485 for European dimensional and mechanical tolerances. Mirror-grade requirements are often layered on top of these standards as supplier-specific specifications: reflectivity targets, roughness limits, film thickness requirements if anodized, and packaging rules to protect the finish.
Chemical composition: what "1050" really means
1050's identity is mainly defined by aluminum content and tight limits on impurities. Those impurity limits are important because they influence corrosion behavior, finishing response, and the "cleanliness" of the mirror.
Below is a commonly referenced composition range for AA 1050 (values may vary slightly by standard or mill practice):
| Alloy | Al (min) | Si (max) | Fe (max) | Cu (max) | Mn (max) | Mg (max) | Zn (max) | Ti (max) | Others (each max) | Others (total max) |
|---|---|---|---|---|---|---|---|---|---|---|
| AA 1050 | 99.5% | 0.25% | 0.40% | 0.05% | 0.05% | 0.05% | 0.05% | 0.03% | 0.03% | 0.10% |
What this table implies in plain language is that 1050 is not designed to be strong; it is designed to be clean, conductive, corrosion-resistant, and finish-friendly.
Mechanical behavior and what customers feel during fabrication
1050 mirror aluminum plate is easy to cut, shear, punch, and bend, but it responds like a soft metal. In O temper it can form very well, yet it scratches more easily and can show handling marks. In strain-hardened tempers it holds shape better and resists minor denting, but you must respect minimum bend radius and tool cleanliness.
In mirror applications, surface integrity becomes the real mechanical property. A mirror sheet that looks flawless at delivery can be ruined by a dirty felt pad, a worn press brake tool, or stacked sheets that slide against each other. Customers often discover that their biggest "defect source" is not the mill-it is the downstream contact mechanics.
Mirror finishing routes: the surface has a history
A mirror finish can be produced by mechanical polishing, chemical brightening, electrochemical polishing, or a combination, sometimes followed by anodizing. Each route leaves a different signature.
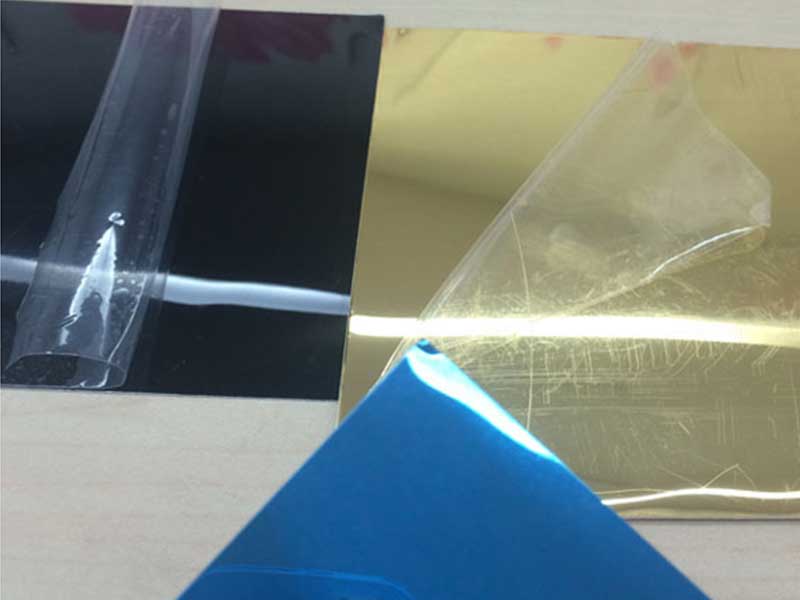
Mechanical polishing can achieve high gloss but may introduce directional lines that become visible under point lighting. Chemical or electrochemical brightening tends to produce more uniform reflectance and less directional patterning, but it demands strict process control and can be sensitive to alloy purity and prior rolling history.
Anodizing is frequently added to improve abrasion resistance and stabilize reflectivity. However, anodizing changes the optical behavior slightly; it can shift the tone and reduce specular reflectance depending on thickness and sealing conditions. For indoor decorative use, bright anodized mirror 1050 can be an excellent compromise: it protects the surface from fingerprints and mild abrasion while maintaining a premium look.
parameters customers should specify instead of only saying "mirror"
The phrase "mirror aluminum" is not a single product. If you want reliable procurement, specify parameters that describe how the mirror must behave in your real use environment.
Thickness and tolerance matter because reflectors and decorative panels reveal waviness. Standard sheet tolerances may be acceptable for general cladding, but high-end reflective assemblies often require tighter flatness control.
Surface roughness targets, often expressed as Ra, give a practical metric for finish consistency. Reflectivity targets, sometimes measured at a defined wavelength range or as total/specular reflectance, connect directly to lighting and solar applications.
Protective film type matters more than many buyers expect. A low-tack film protects during laser cutting but may lift during transport; a high-tack film protects better but can leave adhesive residue if stored too long or exposed to heat. Define whether the film must be laser-compatible, whether it should be UV-resistant, and the maximum storage time before removal.
Edge and packaging rules are not trivial. Mirror sheets should be interleaved or film-protected, shipped on clean pallets, and kept away from moisture condensation. Water stains and imprinting from packing materials can permanently degrade appearance.
Corrosion and service environment: the honest limitations
1050 has good natural corrosion resistance due to its oxide film, especially in indoor environments. In coastal or industrial atmospheres, corrosion resistance remains decent, but mirror quality can degrade if the surface is contaminated or if chloride-laden moisture is trapped under films or in crevices. If the application is exposed outdoors, consider anodized mirror as a practical baseline, and design mounting to avoid water traps and galvanic contact with more noble metals.
Because 1050 is soft, abrasion is a bigger enemy than rust. Cleaning should be gentle: non-abrasive cloths, neutral cleaners, and careful rinsing. The mirror finish is less a "hard coating" and more a polished truth.