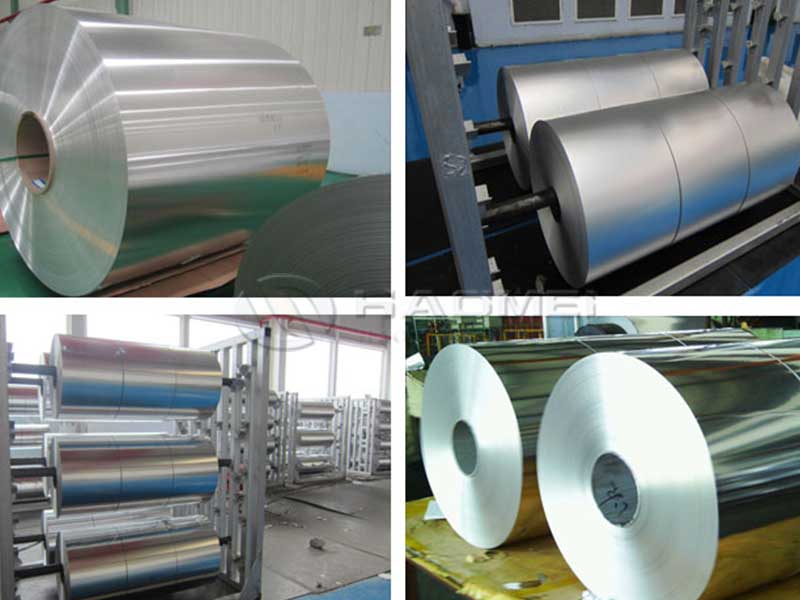
アルミホイル 1050 1060 ミル仕上げおよび研磨
1xxx シリーズのアルミ箔は「単なるアルミニウム」として扱われることが多いですが、そのラベルには、1050 と 1060 が無数の産業用および消費者向け製品の陰で静かな主力であり続ける理由が隠されています。その魅力は、高い強度や珍しい化学反応によって構築されているわけではありません。それは、予測可能性、清浄度、導電性、機能に合わせて調整できる表面から生まれます。見ると1050/1060 フォイルのミル仕上げと研磨仕上げ単に外観を選択するのではなく、ホイルが光、熱、接着剤、コーティング、成形ツール、さらには食品や医薬品の環境とどのように相互作用するかを選択することになります。
これらの材料について考えるのに役立つ方法は、合金を「エンジン」として扱い、表面を「タイヤ」として扱うことです。 1050 と 1060 の両方のエンジンは非常に純粋なアルミニウムです。タイヤは、自然な圧延表面 (ミル仕上げ) または機械的に精製された反射表面 (ポリッシュ) のいずれかです。芯金が似ていても走りが異なります。
1050 と 1060 が実際に提供するもの
どちらの合金も以下に属します商業用純アルミニウム。実際には、その純度により、中性環境での強い耐食性、非常に優れた電気伝導性と熱伝導性、そして優れた加工性という 3 つの主要な利点がもたらされます。二人の間では、1060 は通常 1050 より純粋ですそのため、導電率と耐食性が若干高くなる傾向にありますが、組成の小さな違いにより、一部の成形作業では 1050 の方がわずかに寛容です。フォイルゲージでは、どちらも安定した品質で非常に薄く加工できるため、伝熱フィン、絶縁表面、テープバッキング、コンデンサフォイル、およびパッケージングラミネートによく選ばれています。
代表的な化学反応(参照範囲)
正確な制限は規格や製造方法によって異なりますが、以下の表はシート/フォイルの製造に使用されるこれらの合金の一般的に参照される範囲をまとめています。
| 合金 | すべて (分) | Si(最大) | 鉄(最大) | あり(最大) | Mn (最大) | Mg (最大) | 亜鉛(最大) | Ti (最大) |
|---|---|---|---|---|---|---|---|---|
| 1050 | 99.50% | 0.25% | 0.40% | 0.05% | 0.05% | 0.05% | 0.05% | 0.03% |
| 1060 | 99.60% | 0.25% | 0.35% | 0.05% | 0.03% | 0.03% | 0.05% | 0.03% |
アプリケーションが導電率、エッチング反応、または陽極酸化の美しさに敏感な場合は、ミルテスト証明書を要求し、仕上げ後の表面の外観と反射率に影響を与える可能性のある不純物の上限、特に Fe と Si を確認してください。
気質と性能:フォイルを可能にする「柔らかさ」
引張強度を目的として箔が使用されることはほとんどありません。曲げたり、巻き付けたり、結合したりするために使用されます。 1050/1060 フォイルの焼き戻しには通常次のものがあります。O(焼き鈍し)そしてH1x/H2x/H3xターゲットの剛性と成形応答に応じて、ひずみ硬化バリアントを選択できます。
アニールされた箔は、協調的なフィルムのように動作します。スプリングバックが少なく、積層体によく密着し、工具と衝突することなくエッジの周りをきれいに成形します。 H 調質箔は薄いシートのように動作します。しわになりにくく、高速加工ラインでの取り扱いが向上しますが、積極的な成形には延性が低下します。
一般的な処理ロジックは次のようになります。
- パッケージングと断熱材の表面材は多くの場合好まれますああ、気性が荒い折り畳み性と適合性のために。
- 粘着テープと一部のフィン/ライナーの用途は、傾く可能性があります。H18 または類似のより高い剛性と平坦性の保持が必要な場合。
- 研磨や高反射率の作業では、調質の選択は、表面が機械仕上げにどのように反応するか、また、鏡面反射下で微妙な「オレンジの皮」のテクスチャが見えるかどうかに影響します。
ミル仕上げ:圧延の正直な表面
ミル仕上げ箔圧延プロセスから得られる圧延されたままの表面です。微細な圧延ライン、自然な金属光沢、洗浄され、必要に応じて化学処理されると、一般にコーティングやラミネートに優しい表面エネルギーなど、制御された方法で製造された痕跡が残っています。
機能的な観点から見ると、ミル仕上げはいくつかの点で優れています。
確実な接合をサポートします。接着剤、ラッカー、および押出コーティングは、特にホイルが清浄度および表面粗さが制御された状態で供給されている場合、一貫した圧延表面上でより予測どおりに動作することがよくあります。テープバッキングやラミネート絶縁体の場合、高い反射率よりもその予測可能性が重要になる場合があります。
形成および変換において良好に動作します。ミル仕上げフォイルは、スリット、エンボス加工、波形加工、ラミネート加工を高速で行うことができます。そのマイクロテクスチャーによりブロッキングの傾向が軽減され、ウェブ処理時の「掴み」が向上します。
コスト効率が高く、寛容です。製品がラミネートの内側、コーティングの裏側、またはアセンブリの内側に隠れる場合、ミル仕上げは光学的な完璧さを犠牲にすることなくパフォーマンスを提供します。
ミル仕上げの選択が間違っている可能性があるのは、光の管理が仕事になる場合です。ローリングラインは光を散乱させるため、表面はより拡散します。輻射バリア性能に依存する断熱材の場合、ミル仕上げからも価値は得られますが、通常、研磨された表面はより高い鏡面反射率を実現します、デザイナーが「反射性」と言うときに実際に望んでいることはよくあります。
研磨フォイル: 光学が材料特性になるとき
あ磨かれた1050/1060 フォイルは単に「光沢がある」だけではありません。研磨により、サーフェスが熱的および視覚的なツールとしてどのように動作するかが変わります。表面粗さが低下し、フォイルがより鏡面になると、メタリック グレーではなく、制御されたミラーのように動作します。
この違いは、いくつかのアプリケーション ファミリに現れています。
放射熱伝達は表面放射率と反射率に強く影響されるため、反射断熱材と放射バリアは有益です。研磨された表面は、箔がエアギャップに面し、放射交換が支配的な設計において性能を向上させることができます。フォイルは単なる表面材ではなくなり、アクティブな熱コンポーネントになります。
照明と装飾トリムには、軽量の反射板または美的層として研磨されたフォイルが使用されています。ここで、1050/1060 の純度が地味な利点になります。合金元素が少ないほど、カラーシフトが少なく、仕上げ後の明るさがより安定することを意味します。
熱管理システムでは、研磨箔を戦略的に使用することもできます。設計によっては、反射を制御したり、近くの熱源からの吸収を減らしたりする必要があります。アルミニウムは一般に、仕上げに関係なく熱伝導性がありますが、表面状態によって放射挙動が変化し、距離やギャップ間で問題となる可能性があります。
研磨にはトレードオフが伴います。反射性の高い表面は、取り扱い跡、ロール圧力による欠陥、微細な傷の影響を受けやすくなります。また、仕上げによって表面粗さが下がりすぎると、一部の接着システムが複雑になる可能性があります。そのような場合、表面処理 (コロナ処理、プライマー、化成処理) は後付けではなく仕様の一部となります。
人々の期待以上に重要な技術的な詳細
箔の厚さと公差の形状が両方の仕上げでどのように機能するか。ゲージが薄いと表面の欠陥が拡大します。厚いシートでは見えない傷が、薄い研磨ホイルでは目立つようになります。光学性能が重要な場合は、「研磨」だけでなく、厳しいゲージ公差と表面欠陥の制限を指定します。
清潔さと油残りが重要です。ローリングオイルは加工中に保護しますが、ラミネート、印刷、またはシールを妨げる可能性があります。包装、製薬、またはエレクトロニクス用途の場合は、管理された残留油を要求し、脱脂または焼きなましした低残留油の供給を検討してください。
ピンホールと気孔率は実際の設計パラメータです。極薄箔では、ピンホールがバリア特性や誘電性能に影響を与える可能性があります。コンデンサまたは絶縁バリアを使用する場合は、事前にピンホールの制限とテスト方法を定義します。
粒子構造は研磨後の外観に影響します。粗い粒子または不均一な再結晶化により、鏡面光の下でうねりとして見えるテクスチャが作成されることがあります。ここで、焼き戻し、焼きなましの実施、および仕上げ方法が出会います。再結晶を厳密に制御するミルは、表面の均一性が向上する傾向があります。
規格と一般的な供給の期待値
1050 および 1060 フォイルは、通常、次のような広く使用されているアルミニウム規格に基づいて供給されます。ASTM B479/B479M(軟包装および関連用途のアルミニウム箔) またはEN 546シリーズ(アルミニウムおよびアルミニウム合金箔)。鍛造アルミニウムの化学組成については、次のような規格があります。ASTM B209/B209MまたはEN 573多くの場合、組成や一般要件について参照される一方、製品固有の箔規格はゲージ公差、ピンホール制限、機械的特性、および表面品質を定義します。
変換ライン用に購入する場合、必要な「標準」は合金の標準だけでなく、調質、表面仕上げの指定、許容されるスプライス、コイルセットの制限、研磨製品の制御された照明下での検査基準など、相互に合意された技術的な納入条件も含まれることがよくあります。
1050と1060、ミル仕上げとポリッシュの選択:実用的な観点
ホイルの役割が安定、清浄、成形可能、接着可能な基板であることである場合、通常はミル仕上げ 1050 または 1060 が最も合理的な選択です。ホイルの役割が光や輻射熱を管理すること、または製品アイデンティティの一部として目に見える反射性である場合、研磨された表面は見た目の贅沢ではなく、機能のアップグレードになります。
1050 ~ 1060 の間では、多くの場合、塗布が導電率、腐食マージン、仕上げ後の外観の一貫性に対してどの程度敏感であるかによって決定が下されます。 1060 は、これらの領域に小さいながらも意味のあるエッジを提供できます。 1050 は広く入手可能であり、汎用フォイル用途全体で非常に優れた性能を発揮します。
結局のところ、「ミル仕上げかポリッシュか」はスタイリング上の議論ではありません。これは、アルミニウムが環境とどのように相互作用するかについての工学的な決定です。 1050 および 1060 フォイルを使用すると、そもそも純粋なアルミニウムを不可欠にしたシンプルさを放棄することなく、その相互作用を驚くべき精度で調整できます。
https://www.al-alloy.com/a/aluminum-foil-1050-1060-mill-finish-and-polished.html